Enzymes are macromolecular substances with biocatalytic functions. Enzymes are biocatalysts that do not themselves take part in the reaction; the vast majority of enzymes are proteins. Enzymes mainly come from animals, plants and microbial fermentation.
The relationship between enzymes and food
In food processing, it is important to well preserve the food's color, aroma, taste and structure. Therefore, violent chemical reactions must be avoided during processing. Enzymes act under very mild conditions, making them the most suitable catalysts for food processing. For food science and technology workers, how to reasonably use and control enzymes is an important subject worth careful study and mastery. Enzymes play a very important role in food preservation and processing. Many enzyme-catalyzed reactions begin when the crop first grows. When it is harvested as food, the catalytic action of enzymes in the organism continues. After an animal dies, its anabolism stops while catabolism speeds up, thus leading to tissue spoilage. But this is not necessarily entirely a bad thing, because it may improve the flavor of certain food raw materials. In most ripe fruits, the increase of certain enzymes speeds up respiration, converts starch into sugar, degrades chlorophyll and rapidly increases cell volume. These changes are beneficial for improving fruit flavor; but for vegetables, the degradation of chlorophyll is harmful.
The important role of enzymes in the food industry
In recent years, enzyme engineering has also been successfully used to process starch into various starch-sugar products such as maltose syrup, maltose, high-maltose syrup, maltodextrin and coupling sugar (a sweet cyclodextrin), all of which play important roles in the food industry. For example, lipase has many uses such as adding aroma to dairy products, defatting fish fillets, processing edible oil, as a detergent additive, defatting leather/fur/silk spinning, pharmaceuticals, chemical synthesis, sewage treatment and as a tool enzyme. Maltose can be absorbed by the liver even in the absence of insulin without raising blood sugar levels, so it can be eaten by diabetics; maltitol, reduced from maltose, is the lowest-calorie sweetener and can be eaten by diabetic, hypertensive and obese patients. Maltodextrin is odorless, tasteless, colorless, with low hygroscopicity, high viscosity and good dispersibility when dissolved; foreign food industries use it to improve food flavor; the confectionery industry uses it to adjust sweetness and prevent sucrose crystallization and moisture absorption; the beverage industry uses it as a thickener and foam stabilizer, and in powdered beverage manufacturing to speed drying; it is used to thicken solid soy sauce and soup powder and extend shelf life, because it does not easily absorb moisture and cake. Coupling sugar is used in food because it does not easily cause tooth decay, and as a food additive for emulsifying, stabilizing, foaming, aroma preservation and debittering.
1. Enzymes used in the production of starch sugar
Using starch as raw material, hydrolyzed by alpha-amylase and glucoamylase to obtain D-glucose, which is passed through an immobilized D-glucose isomerase column to complete the conversion from D-glucose to D-fructose, and then through refining, concentration and other means, different kinds of high-fructose syrup can be obtained.
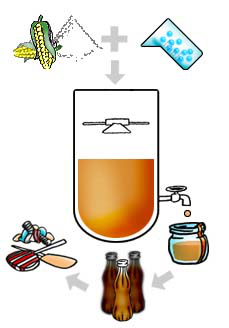
Figure: enzymes convert starch from crops such as corn or wheat into sugar.
2. Enzymes used in the production of sweeteners
Starch sugars are all produced using starch as raw material, and their increase in sweetness is limited, so to fundamentally solve the sugar shortage, sweeteners that are highly sweet and not based on starch should be produced. Aspartame (APM), produced in large quantities abroad, is a highly sweet sweetener. Aspartame (aspartyl-phenylalanine methyl ester) is a dipeptide sweetener whose sweetness is 200 times that of sucrose. In the past it was synthesized chemically using L-aspartic acid and L-phenylalanine as raw materials. Now Japan uses a new enzymatic synthesis process that can use the cheaper DL-phenylalanine as raw material, and the products are all the alpha-form (the beta-form is bitter), reducing production costs by 30%.
3. Enzymes used in dairy processing
(1) Cheese production
Worldwide cheese production consumes more than 100 million tonnes of milk, a quarter of total milk output. The first step in cheese production is to ferment milk with lactic acid bacteria into yogurt, then add rennet to hydrolyze K-casein; under acidic conditions, calcium ions coagulate the casein, which is then cut into blocks, heated, pressed and ripened.
(2) Breaking down lactose
Milk contains 4.5% lactose. Lactose is a disaccharide lacking sweetness and with very low solubility, difficult to digest. Some people often suffer diarrhea and abdominal pain after drinking milk, for this reason. Moreover, because lactose is hard to dissolve in water, it often crystallizes out in a sandy form in condensed milk and ice cream, affecting food flavor. Treating milk with lactase to hydrolyze the lactose into galactose and glucose can solve the above problems.
(3) Adding aroma to butter

The characteristic aroma of dairy products is mainly due to volatile substances (such as fatty acids, alcohols, aldehydes, ketones, esters and amines) produced during processing. Adding an appropriate amount of lipase during dairy processing can increase the aroma of cheese and butter. Using aroma-enhanced butter in foods such as toffee and pastries can save butter usage and improve flavor.
(4) Infant formula
One difference between human milk and cow's milk is the different lysozyme content. Adding egg-white lysozyme to milk powder can prevent intestinal infections in infants.
4. Enzymes used in meat and fish processing
(1) Improving texture and tenderizing meat
Enzyme technology can promote the tenderization of meat. Beef and other lower-quality meats (such as the meat of old animals) have a high content of collagen and elastin in their connective tissue and muscle fibers, with a complex structure. Collagen is a fibrous protein, linked by secondary bonds into a composition of strong mechanical strength; these cross-links can be divided into heat-resistant and non-heat-resistant types. In the collagen of young animals, there are more non-heat-resistant cross-links, which break upon heating, making the meat tender; in the meat of old animals, more heat-resistant bonds make it harder to soften when cooked, so the meat seems coarse, hard to cook and poor in mouthfeel. Using protease can break down the collagen in muscle connective tissue, thereby tenderizing the meat. Proteases used as tenderizers can be divided into two categories: the most commonly used are plant proteases, and the other are microbial proteases.
(2) Converting waste protein
Hydrolyzing waste protein - such as trash fish, animal blood and minced meat - with protease to extract the protein for food or feed is an effective measure to increase human protein resources. Among these, the utilization of trash fish and fish-plant waste is most notable. Many fish in the ocean cannot be eaten because of poor color, appearance or taste, yet such aquatic products amount to about 80% of ocean aquatic products. Using this new biotechnology achievement to dissolve most of their protein, then concentrate and dry it, can produce a product high in nitrogen and rich in various water-soluble vitamins, with nutrition no lower than milk powder; it can be mixed into bread and noodles for eating, or used as feed, with very significant economic benefits.
(3) Other applications
Treating thawed fish with acid protease under neutral pH conditions can remove the fishy smell. Nowadays, alkaline protease is developed and used to hydrolyze and decolorize animal blood to make colorless blood meal, as a cheap and safe supplementary protein resource; this technology has been used in industrial production.
5. Enzymes used in fruit and vegetable processing
(1) Canned fruit processing
When making canned oranges, the segment membranes need to be removed. The alkali-treatment method used in the past consumed much water and labor. Now a mixture of hemicellulase, pectinase and cellulase produced by Aspergillus niger can well remove the segment membranes while avoiding the above drawbacks. Canned oranges often turn cloudy white, caused by the hesperidin in the orange flesh. Using hesperidinase can hydrolyze hesperidin into water-soluble hesperetin, thereby eliminating the white turbidity of canned oranges. Peach fruit contains red anthocyanins, which react with metal ions during canning to turn purple-brown. Treating peach jam, grape juice and the like with anthocyanase can decolorize them and raise their economic value, because anthocyanase can hydrolyze the anthocyanin pigment into colorless substances.
(2) Debittering citrus
Debittering citrus has always been a major problem in fruit processing. The limonin in oranges causes the bitterness of orange juice; treatment with the limonin enzyme from immobilized cells of Arthrobacter globiformis can eliminate the bitterness.
(3) Juice processing
Fruits all contain pectin. One important property of pectin is that it forms a gel in the presence of acid and a high concentration of sugar. This property is the basis for making jelly and jam. But in juice processing, it causes difficulties in pressing and clarification. Now treating the crushed fruit with pectinase can speed up juice filtration and promote clarification.

Figure: enzymes break down fibers in the juice-making process.
(4) Fruit and vegetable preservation
Using glucose oxidase to remove sugar from dehydrated vegetables can prevent browning during storage. Bottled orange juice deteriorates in color, aroma and taste due to oxidation during storage; using glucose oxidase and catalase to remove oxygen can preserve the juice's original color, aroma and taste. When fruit is frozen for storage, fermentation and deterioration due to the fruit's own enzyme action can also be prevented with glucose oxidase to keep it fresh.
6. Enzymes used in baked food
Adding alpha-amylase to flour can adjust the amount of maltose produced, balancing carbon dioxide production with the dough's gas-retention capacity. Adding protease can promote gluten softening, increase extensibility, reduce kneading time and power, and improve fermentation. Macaroni and noodles made from protease-strengthened flour have good extensibility and fine flavor. Strengthening flour with beta-amylase can prevent pastry staling. Pastry fillings often use starch as filler; adding beta-amylase can improve filling flavor. Using invertase in pastry making can hydrolyze sucrose into invert sugar, thereby preventing syrup crystallization. Appropriately adding lipase in bread making can enhance bread aroma, because lipase can decompose the trace amounts of glycerides of hydroxy acids or keto acids in milk fat, thereby generating aroma substances such as delta-lactones or methyl ketones.
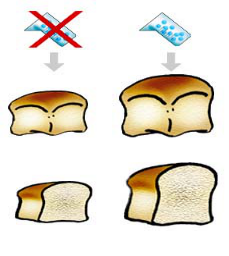
Figure: enzymes make bread softer and last longer.
7. Enzymes used in brewing
Beer is an alcoholic beverage made from malt through saccharification and fermentation. Malt contains the various enzymes necessary for fermentation. Using microbial enzyme preparations such as amylase, protease, beta-amylase and beta-glucanase can supplement insufficient enzyme activity.
In fruit-wine making, using acid protease, amylase and pectinase can eliminate turbidity and improve the juicing of crushed fruit.
In liquor production, using glucoamylase instead of bran koji can increase the liquor yield by 2%-7%, which saves grain, simplifies equipment and saves factory space.
Several common enzymes in the food industry
1. Alpha-amylase
Widely distributed in animals (saliva, pancreas, etc.), plants (malt, wasabi) and microorganisms. Alpha-amylase has liquefying and saccharifying functions and is often used as a sweetener in the beverage industry. In cold drinks, it lowers viscosity and increases fluidity, ensuring the mouthfeel of high-starch cold drinks. In the flour-products industry it is a safe, efficient improver that can improve bread quality. In addition, high-temperature-resistant alpha-amylase, as a new type of liquefying enzyme preparation, is widely used in the fermentation industry; its thermal stability is determined by the thermal stability of the protein itself, so it is widely used in beer brewing and the alcohol industry.
2. Papain
Papain is a very widely used plant protease, purely natural, safe and non-toxic, widely used in the food processing industry as a food additive, and has been commonly used in beer brewing and meat tenderizing.
Using papain's enzymatic reaction, large-molecule nutrients in food (such as protein, fat, maltose, cellulose, etc.) can be hydrolyzed into small-molecule amino acids or peptides, aiding digestion and being easy for the human body to absorb, very suitable for the nutritional needs of the weak or those with digestive-system diseases, and more conducive to the digestion and absorption of the elderly, children and the sick. Papain can effectively convert meat broth, used to produce premium convenience foods. It can be made into meat tenderizers, wine clarifiers, biscuit softeners, premium oral liquids, health foods, nutritional foods, etc.
3. Pectinase
Pectinase refers to enzymes that break down pectin, the main component of plants. Pectinase is widely distributed in higher plants and microorganisms. Its applications in the food industry lie in clarifying fruit juice and wine, extracting fruit and vegetable juice, macerating and liquefying fruits and vegetables, producing single-cell fruit and vegetable juices, peeling fruit, and so on.
4. Pepsin
Pepsin is a digestive protease secreted by the chief cells of the gastric mucosa in the stomach.
5. Lipase
Lipase exists widely in animals, plants and microorganisms. Its application in dairy is mainly in cheese production, used to accelerate cheese ripening, shorten ripening time and improve production efficiency. Cheese production now generally adds both protease and lipase to promote cheese ripening and give cheese its characteristic flavor. In addition, lipase can be added to cream to increase its flavor.
6. Beta-amylase
Also called starch beta-1,4-maltosidase, it is one of the amylases, widely present in higher plants such as barley, wheat, sweet potato and soybean, as well as microorganisms such as the genus Bacillus. It is the main saccharifying agent in beer brewing and maltose (maltose syrup) production.
7. Rennet
Rennet exists in animals (the gastric juice of mammals), plants and microorganisms. Its main use in the food industry lies in cheese processing.
The Halal critical points of enzymes
1. If an enzyme is extracted directly from an animal, then the enzyme can be used as a Halal enzyme when the animal is a Halal animal.
2. If the enzyme is extracted from microbial fermentation, then the critical point lies in the culture medium. The enzyme can be used as a Halal enzyme only when the medium used contains nothing non-Halal.